





COLUMNコラム
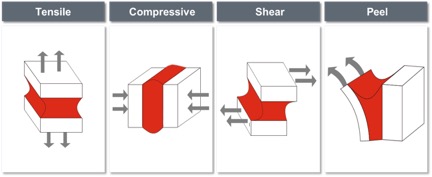
1.製品にかかる応力の種類には主に4種類あり、単一もしくは組み合わせた応力が製品に発生する。
Tensile=引張り、Compressive=圧縮、Shear=せん断、Peel=剥離
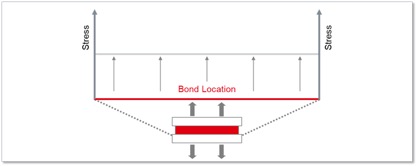
2.引張や圧縮の場合は、接着の長さ(Bond Line)に沿って、均一な応力(Stress)が発生する
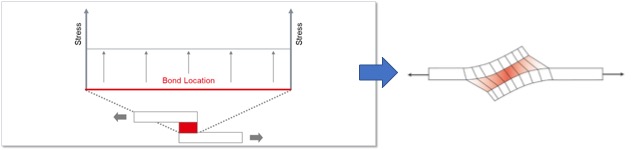
3.せん断の場合も基本的には接着の長さに沿って、均一な応力が発生するが、基材の剛性が低い場合は最大応力が発生する前に基材が曲がり、端面にて剥離の応力が発生し、端面から破壊されていく
4.剥離(Peel)と割裂(Cleavage)の場合の応力のかかり方を動画で示す(動画は別途添付)
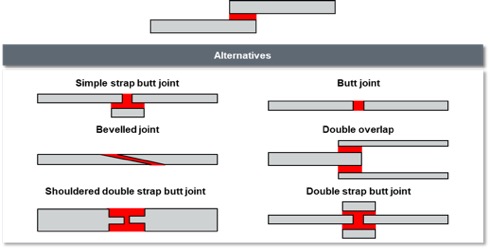
5.せん断は剥離の応力がかかると、耐剥離性が弱い接着剤を使ってしまうと、すぐに破壊される可能性がある。
剥離の応力がかからないように設計を工夫する必要がある。
例えば、一般的な重ね合わせよりも、コマ付きのBevelled jointにしたりする。
また、一般的な突合せ(Butt joint)ではなく、両面コマ付きの突合せ(Double strap butt joint)にしたほうが耐応力が上がる。
求める性能と予算次第で設計デザインを工夫する必要がある。
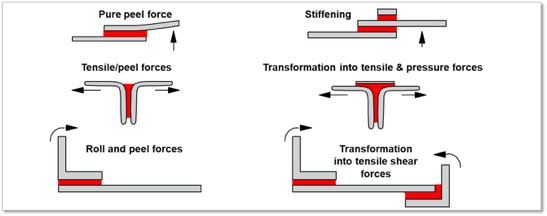
6.剥離応力の場合も設計デザインを工夫することで耐応力を挙げることが可能となる。
単純な剥離(Pure peel force)の場合もStiffening(補強コマ)を付けることで耐性が上がる。
T型剥離の場合も平板を付けることで、剥離応力から引張と圧縮応力に変換することが出来る。
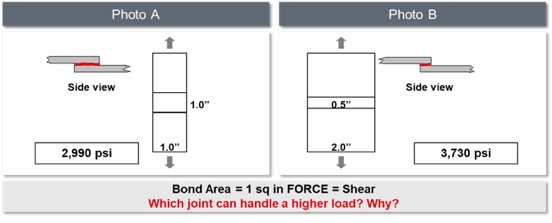
7.単純な引張せん断のデザインの場合、同じ面積でも幅を広くした方が、先述した剥離応力がせん断形状でも発生するため、全体応力は高くなる。PhotoAよりもPhotoBのほうが応力が高くなります。
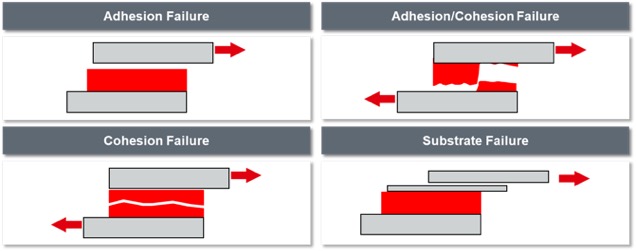
8.接着剤の破壊モードも非常に重要な点である。
界面破壊(Adhesion Failure)、界面破壊/凝集破壊混在(Adhesion/Cohesion Failure)
凝集破壊(Cohesion Failure)、材料破壊(Substrate Failure)の主に4つである。
一般的には接着剤の凝集破壊が接着剤がきっちりと基材と接着しており、接着剤の性能を100%発揮できる状態と言える。
界面破壊の場合は強度にばらつきが発生しやすい場合が多い。
材料破壊の場合は、材料の強度を上げることができれば強度を上げることが出来る場合が多い。
9.最後に応力を上げるために設計デザインおよび適切な評価が必要となる。
- 引張やせん断応力になるようなデザインにする
- 剥離や割裂応力が発生しにくいようなデザインにする
- 適切な接着剤厚み
- 接着面積を上げる
- 適切な応力測定を行う
- 接着剤の破壊モードを確認する